作業手順
目的
溶融亜鉛めっきされた部材の摩擦接合面をOMZP-2(化成処理)処理して、めっき面にりん酸亜鉛の結晶皮膜を形成させ、「建築工事標準仕様書 JASS6 鉄骨工事(2018)」に定められたすべり係数を満足させることを目的とする。
適用範囲
当手順はめっき後の手入れを含む摩擦接合面のOMZP-2処理作業に適用する。
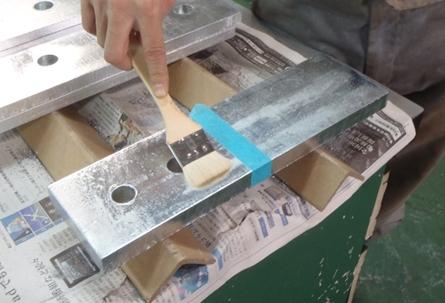
OMZP-2処理状況
実製品での作業手順をムービーでご紹介します。
作業要領
① 仕上
めっき後の摩擦接合面の手入れは次の要領で行う。
- 「たれ」「ざらつき」「かすびき」等はヤスリまたはディスクグラインダー(♯40~60)で平滑に仕上げる。
注)添接板の場合、接合面を事前に確認しておくこと。
- ボルト孔の「たれ」は丸ヤスリ等で平滑に仕上げる。
② 白さび防止処理
白さび防止の目的でめっき後に行うクロメート処理は、塗布タイプのOMZP-2処理液と亜鉛めっき面との反応を阻害するものではないため問題はない。しかし水溶性アクリル樹脂系は反応を阻害するため処理しないこと。やむを得ず処理した場合は、接合面の水溶性アクリル樹脂皮膜を物理的な方法(ディスクグラインダー等)あるいは化学的な方法(有機溶剤)で完全に除去すること。
③ OMZP-2処理
1. 性状
-
-
-
2. 使用方法
- 摩擦接合面に肌すきの要因となるもの(たれ、ぶつ等)が無いことを確認する。
- 摩擦接合面に塗料、樹脂、油および汚れが付着している場合は、処理液と反応しないのでディスクグラインダー、シンナー等で除去する。
- 処理液は使用前に必ず容器をよく振って撹拌し、ポリ容器に必要量だけ取り出して使用する。使用後は処理液を容器に戻す。
3. 摩擦接合面の処理
- 処理箇所は事前に確認しておくこと。(図面、その他により)
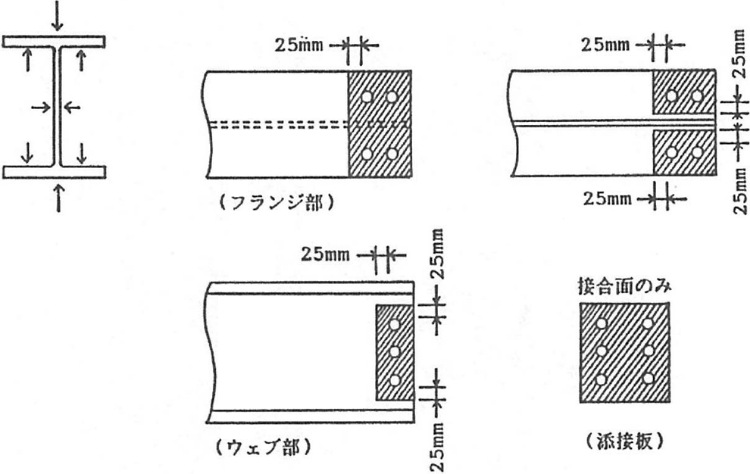
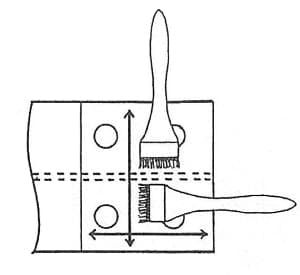
- 処理範囲は例として図1に示した範囲について処理剤を塗布する。ただし、客先より指定の場合は別途指示する。
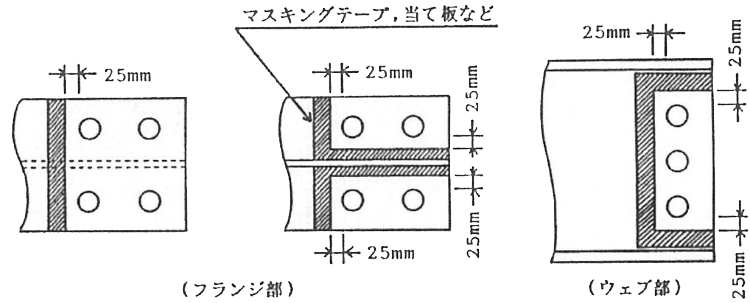
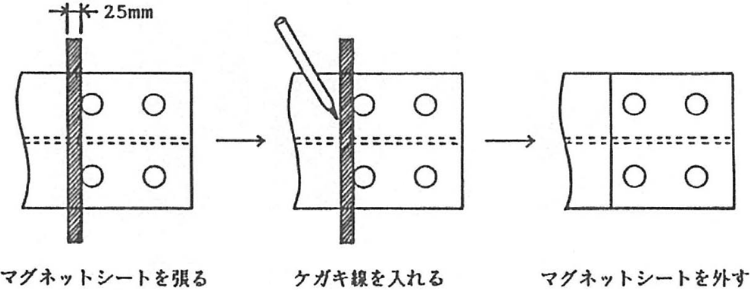
- 図1に示す処理範囲を塗布するため図2あるいは図3に示す方法で縁取りする。一般的には図3に示す方法を採用している。
塗布する際には、縁からはみ出さないように注意すること。もし、はみ出した場合は拭き取ること。
【 図1.摩擦接合面の処理範囲(斜線部)】
【 図2.縁取り 】
【 図3.縁取り 】
- 塗布に使用する刷毛は平刷毛(ラック刷毛)とする。
厚肉の刷毛では処理液が過量に付着するため塗り過ぎになる可能性がある。塗り過ぎによりかさぶた状の余剰白色生成物が形成された場合ブラシ等を用いて除去すること。

- 処理液にひたした刷毛に付着した過量の液は、容器のコーナーで適度に液切りしてから塗布する。
- 塗布直後から亜鉛の金属光沢が消失されていく。しかし、塗りむらがあると局部的に光沢が残るので、その場合は光沢のある部分のみに塗布する。
- 塗りむらの無いように塗布するためには、刷毛を下図のようにクロスに動かすと良い。
- 塗布後は刷毛を水洗いする。
注)添接板を重ね合わせる場合、塗布面が十分に乾燥していることを確認した後、塗布面同士を重ねることと する。(乾燥は塗布後1時間以上を目安とするが、確認が必要である)
④ 検 査
1. チェック項目および判定基準
接合面のチェックは目視または指触によって行い、その判定基準は次の通りとする。
| a. 接合面の平滑度 |
たれ、ざらつき等、肌すきの要因となるものが無いことを確認する。 |
| b. ボルト孔のたれ |
1㎜以上のたれがあってはならない。 |
| c. 処理面の平面度 |
直尺等により確認し、1㎜以上の肌すきのないこと。 |
| d. 塗布範囲 |
規定の処理範囲をはみ出してはならない。 |
| e. 塗布後外観(乾燥後) |
塗布面にめっきの光沢があってはならない。特にワッシャ径の2倍までは注意を要する。
塗布面における白色生成物の濃淡はすべり係数に影響しないが、目視で標準及び限度見本の薄塗り合格~厚塗り合格の範囲にあること。 |
| f. 表面状態 |
標準及び限度見本の厚塗り不合格に示すような厚塗りによって生じるかさぶた状の余剰白色生成物が無いこと。 |
2. チェックの頻度
接合面におけるチェックの頻度は次の通りとする。
| a. 工場担当者 |
全数 |
| b. 品質管理担当者 |
抜き取り(10%) |
3. 不具合品の処置
上記のチェックに基づき不具合品を発見または発生した場合は、再手入れまたは再塗布を行う。
注意事項
処理液
- 容器には蓋をして、幼児の手が届かない暗所(屋内)に保管する。
- 処理液が粘って塗りにくい場合は、少量の水で薄める。
- 雨の日に屋外での使用は避ける。(処理液が乾燥する前に雨水によって流れ出し、処理面以外の所まで反応し、汚すこととなる)
- 顔や手などの皮膚に付着した場合、弱酸性であり荒れる恐れがあるので水道水等で洗い流す。
- 処理する際は次の事項に注意する。
- 処理液の温度は5℃以上が必要である。
→めっき直後で製品に余熱があるうちに塗布すれば、乾燥時間も短縮される。
化学反応タイプなので十分注意する。
- やむを得ず仮置き等により処理材が氷点下になっている場合は、塗布面に氷の薄膜が出来ており処理液は反応しにくくなっている。
→この場合、トーチランプ等で塗布面を加熱し、氷を融解する。
ただし、手で触れられないほど加熱しないこと。
塗布面に炎を当てると表面の凍った部分は溶けるが、すぐに凍ってしまうため数回加熱を繰り返す。塗布面の全面が水濡れ状態になった時点でウエス等を用いて水を拭き取り、その後処理液を塗布する。
- 処理液は10℃以上に保って使用する。
→処理液は氷点下40℃でも凍らないが、低温になるにつれ粘度が上がり、塗りにくくなるので、
湯浴法(ウォーターバス)等で温めて10℃以上に保って塗布し易いようにする。
OMZP-2の資料はWEBカタログページからダウンロードいただけます。
WEBカタログ