溶融亜鉛めっき
処理工程
左右にスワイプして
ご覧ください。
| 工程 | 目的 | 作業方法 |
|---|---|---|
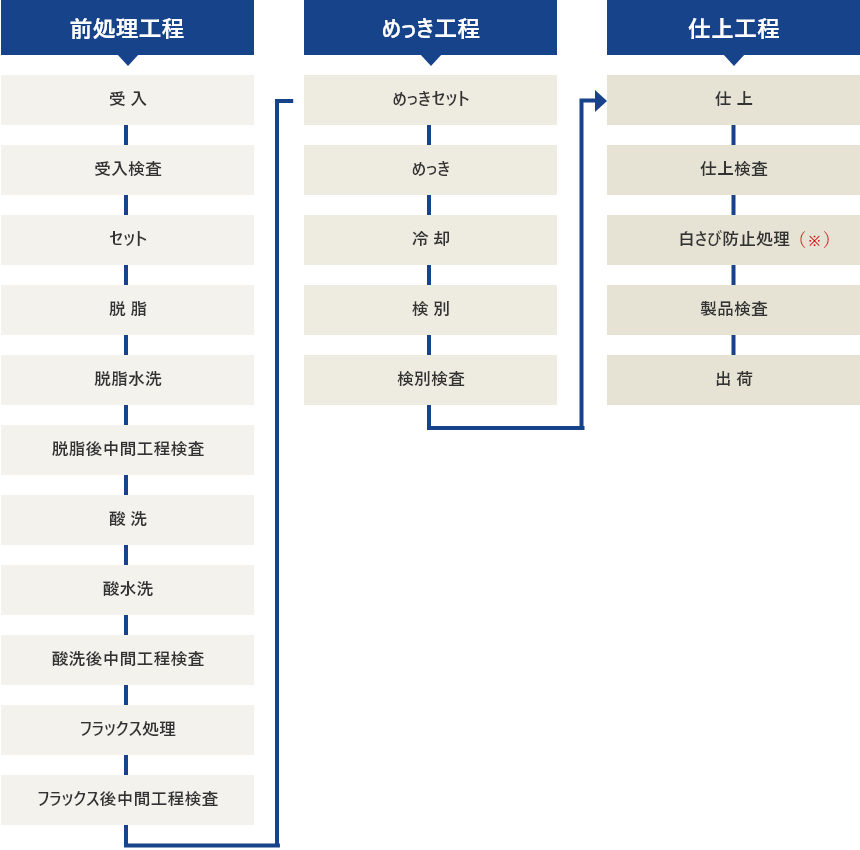
| 1.受入 | お客様からめっきする製品をお預かりします | |
| 2.受入検査 | お預かりした製品がめっきに適していることを確認します | お預かりした製品の内容、外観状態などを検査します |
| 3.セット | 製品を前処理作業に適した状態にします | 製品に適した治具にセットします |
| 4.脱脂 | 付着している油脂類を除去します | 加温したアルカリ脱脂液に浸せきします |
| 5.脱脂水洗 | 表面に付着しているアルカリ分を除去します | 清浄な水の中に浸せきします |
| 6.脱脂後中間 工程検査 |
脱脂状態をチェックします | 目視にて行います |
| 7.酸洗 | さび、黒皮を除去します | 所定の濃度の塩酸に浸せきします |
| 8.酸水洗 | 表面に付着している酸分を除去します | 清浄な水の中に浸せきします |
| 9.酸洗後中間 工程検査 |
酸洗状態をチェックします | 目視にて行います |
| 10.フラックス処理 | 被めっき面を清浄にし、めっき処理までのさびの発生を防ぎます | 加温した塩化アンモニウム溶液に浸せきします |
| 11.フラックス後中間工程検査 | 部材全体がフラックス塩で覆われていることを確認します | 目視にて行います |
| 12.めっきセット | 良好なめっきが行える状態にします | 製品に適しためっき用治具にセットします |
| 13.めっき | 溶融亜鉛と鉄との合金反応によりめっき皮膜を形成させます | 435~465℃の範囲内でその製品に適した温度の溶融亜鉛浴に浸せきし、所定の時間経過後引上げます |
| 14.冷却 | 合金反応を止め、安定しためっき皮膜を形成させます | 通常、温水に浸せきしますが、歪み発生の恐れのある場合は、空冷する場合もあります |
| 15.検別 | 伝票の内容と製品を照合します | 製品に取付けた金札を伝票と照合し、製品を確認します。治具より製品を取り外し、重量を測定し検別日報に記入します |
| 16.検別検査 | 外観状態を確認します | 外観判定基準に基づき製品の状態を確認します |
| 17.仕上 | 余剰付着亜鉛及び付着酸化物などを除去します | ヤスリ、サンダーなどを使用し除去します |
| 18.仕上検査 | 仕上状態を確認します | 検査基準に基づき目視にて確認します |
| 19.白さび 防止処理(※) |
白さびの発生を防止するため一時防錆処理を行います | 処理液に浸せきし、防錆皮膜を形成させます |
| 20.製品検査 | 仕上作業の完了した製品の最終検査を行います | 品質管理責任者が確認し、検査に合格した場合は製品送付票に押印します |
| 21.出荷 | お預かりした製品をお返しします |
(※)白さび防止処理は行わない場合があります
溶融亜鉛めっきの資料はWEBカタログページからダウンロードいただけます。
WEBカタログお問い合わせ
製品に関するお問い合わせはメールフォーム又はお電話にて承っております。

各種依頼書
各種依頼書について詳しくは下記ボタンからお進みください。